Вихретоковая система для высокоскоростного контроля проволоки, стержней и прутков MultiMac

Особенности
- Контроль продукции конечной длины
- Контроль холоднотянутой проволоки
- Лучший способ для выявления дефектов типа волосовин
- Использование с вихретоковой аппаратурой MultiMac
- Системы с двумя или четырьмя датчиками, для каждого из которых имеется собственный канал детектирования и компенсация зазора
- Контроль изделий из магнитных и немагнитных материалов диаметром от 3 до 190 мм
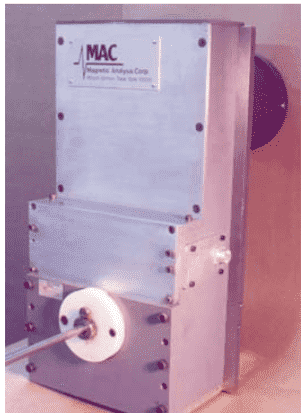
Вращающиеся механизмы для вихретоковых датчиков компании MAC включают как модели для установки в поточной линии, так и модели для контроля изделий конечной длины. В каждый вращающийся механизм входят планшайба датчиков и датчики. Выпускается много различных планшайб датчиков для контроля с непосредственным контактом с поверхностью объекта, для контроля с воздушым зазором, для различного состояния поверхности объекта и для различных условий контроля. Устройство управления двигателем предназначено не только для изменения скорости вращения, но и для его динамического отключения, что обеспечивает быструю остановку планшайбы датчиков. За счет использования вихретоковой технологии с помощью вращательных механизмов MAC можно определять длинные непрерывные дефекты, которые не могут быть определены при использовании проходных катушек.
Принципы работы
Технология использования вращающихся датчиков предполагает относительное перемещение датчика и контролируемого объекта. Вращательные механизмы поворачивают два датчика (или более) вокруг объекта контроля, наводя в материале последнего вихревые токи во время его прохож- дения через дефектоскоп. Когда распространению наведенных вихревых токов препятствует поверхностный дефект, например, волосовина, датчик фиксирует изменение электромагнитного поля. Возникающий в результате сигнал передается в дефектоскоп для обработки и отображения на экране монитора.Амплитуда сигнала о любом поверхностном дефекте типа волосовины прямо пропорциональна глубине дефекта. Когда сигнал от дефекта превращающийся механизм превышает заранее установленный пороговый уровень, сигнал с выхода схемы стробирования активизирует сигнализацию, систему дефектоотметчика и другие устройства. Минимальная длина поверхностного дефекта, который может регистрироваться в качестве отдельного, зависит от скорости вращения датчиков и скорости подачи объекта контроля. В целом, чем выше скорость вращения и чем больше датчиков при постоянной скорости подачи, тем более короткие дефекты можно выявлять. Для регистрации дефекта в качестве отдельного, его длина
должна превышать шаг сканирования по спирали.

Применение устройств с вращающими датчиками MultiMac®
Вихретоковые электронные дефектоскопы MultiMac® корпорации MAC, оборудованные соответствующими механизмами вращения, предназначены для контроля как продукции в поточных линиях, так и продукции конечной длины. В таблице ниже представлены стандартные модели вихретоковых дефектоскопов с механизмами вращенияВращающиеся механизмы для контроля продукции в поточных линиях
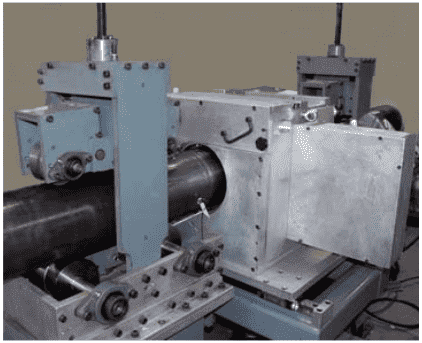
Вращающиеся механизмы могут применяться в поточных линиях производства проволоки для контроля на участках волочения, формирования деталей, а также на участках правки и резки. Скачки скорости и даже остановки не влияют на результаты контроля, так как датчики постоянно вращаются вокруг проволоки.
Процесс контроля может проходить автоматически, так как при выявлении дефекта формируется сигнал, который при- водит в действие сигнализацию, красочные дефектоотметчики и другие устройства. На участке формирования деталей дефектная деталь может быть выявлена и отбракована после операций обрезки и формирования.
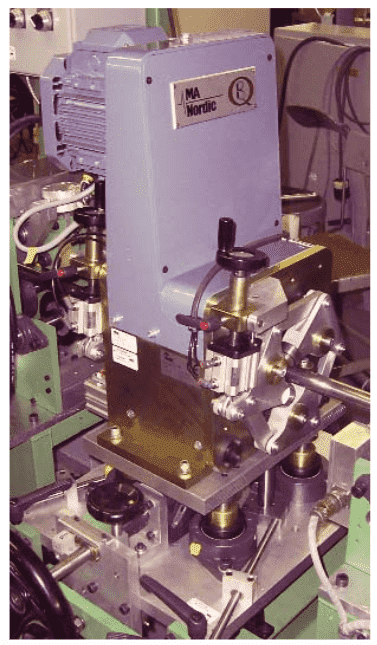
Вращающийся механизм для контроля продукции конечной длины
Вращающиеся механизмы также предназначены для контроля продукции конечной длины и часто устанавливаются совместно с правильной машиной или на отдельной контрольной станции, которая может включать в себя дефектоотметчик и устройство сортировки и быть полностью автоматической.
Вращающий механизм обычно устанавливается вместе с механизмами горизонтального перемещения и подъема или центрирующим механизмом, обеспечивающими позиционирование корпуса вращающего механизма и точное перемещение объекта контроля относительно датчиков.
Стандартные модели вращиающихся механизмов
| Модель |
Диапазон размеров объекта контроля |
Максимальное количество оборотов в минуту |
Количество датчиков |
Примечания |
| 9R-100 |
1/8” - 1” (3 MM - 2.54 MM) |
6000 об/мин Бесступенчатое регулирование |
Два или четыре |
Датчики с непосредственным контактом с поверхностью или для контроля с воздушным зазором. Доступны модели с левой и правой подачей.Износостойкая втулка предотвращает вибрацию проволоки при установке вместе с волочильным модулем. Предусмотрен держатель внутренней втулки и переднего вкладыша для лучшего направления изделий малых диаметров. По заказу поставляется регулируемая втулка. |
| 9R-150 | 1/8” - 1-1/2” (3 MM - 38.1 MM ) |
6000 об/мин Бесступенчатое регулирование |
Два или четыре | Датчики с непосредственным контактом с поверхностью или для контроля с воздушным зазором. Доступны модели с левой и правой подачей. Предусмотрен держатель внутренней втулки и переднего вкладыша |
| 9R-350 |
1/2” - 3-1/2” (12.7 MM - 88.9 MM |
3000 об/мин Бесступенчатое регулирование |
Два или четыре | Датчики с непосредственным контактом с поверхностью или для контроля с воздушным зазором. Доступны модели с левой и правой подачей. По заказу поставляется регулируемая втулка. По заказу поставляется комплект для малых диаметров |
| 9R-550 |
1/2” - 5-1/2” (12.7 MM - 139.7 MM ) |
1800 об/мин Бесступенчатое регулирование |
Два или четыре |
Датчики с непосредственным контактом с поверхностью или для контроля с воздушным зазором. Доступны модели с левой и правой подачей. По заказу поставляется комплект для малых диаметров. |
| 9R-750 | 3/4” - 7-1/2” (19.05 MM - 190.5 MM ) |
1000 об/мин Бесступенчатое регулирование |
Два или четыре |
Датчики с непосредственным контактом с поверхностью или для контроля с воздушным зазором. Доступны модели с левой и правой подачей |
| 9R-150E | 3 MM - 38.1 MM |
6000 об/мин Бесступенчатое регулирование |
Два или четыре | Входные и выходные направляющие с тремя роликами. Доступны модели с левой и правой подачей. Специальные датчики повышенной чувствительности для компенсации боль- шого зазора между датчиком и горячекатаным материалом. |
|
9R-350E |
12.7 MM - 88.9 MM |
3000 об/мин Бесступенчатое регулирование |
Два или четыре |
Входные и выходные направляющие с тремя роликами. Доступны модели с левой и правой подачей Специальные датчики повышенной чувствительности для компенсации боль- шого зазора между датчиком и горячекатаным материалом. По заказу постав- ляется комплект для малых диаметров |
| 9R-550E | 12.7 MM - 139.7 MM |
1800 об/мин Бесступенчатое регулирование |
Два или четыре |
Входные и выходные направляющие с тремя роликами. Доступны модели с левой и правой подачей. Специальные датчики повышенной чувствительности для компенсации большого зазора между датчиком и горячекатаным материалом. |
