УЗК система ECHOGRAP HRPS


Компания KARL DEUTSCH с 1951 года занимается разработкой оборудования для ультразвукового контроля. Поставка первой автоматизированной системы для контроля бесшовных труб была выполнена более в 1965 году. Достижению современного технического уровня ультразвуковых систем ECHOGRAPH предшествовали многочисленные усовершенствования электронного оборудования ECHOGRAPH, разработка надежных механизмов ультразвуковых преобразователей. В KARL DEUTSCH существует строгая система контроля качества в соответствии со стандартом DIN EN ISO 9001.
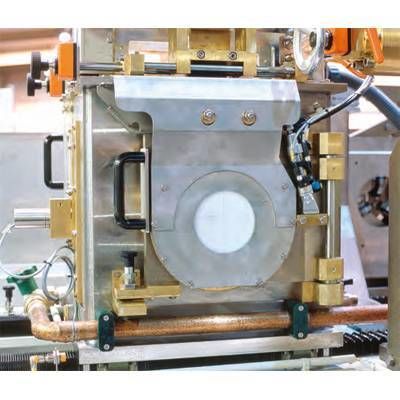
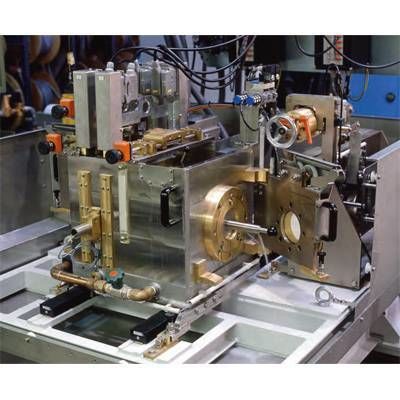
В настоящее время в системе ECHOGRAPH-HRPS можно тестировать арматуру диаметром от 7 до 93 мм. Система работает по иммерсионной технологии. Это означает что во время теста часть исследуемой арматуры будет погружено в воду. Систему составляет ёмкость для воды и несколько кассет с ультразвуковыми датчиками, охватывающих арматуру. Этот метод не использует вращение, благодаря чему нет износа деталей соответствующих механизмов, не существует зон, в которых не проводится тест (в других типах тестов такие области существуют), кроме того, тест проводится с достаточно высокой скоростью.
Ключевая особенность метода измерения при помощи фиксированных датчиков – это высокая скорость проведения теста (до 2 м/с) и прочность механизмов, поскольку не используется вращение. Плотность ультразвукового импульса достаточно высока для возникновения эффекта наложения. Следовательно, систему можно использовать и для обнаружения точечных дефектов. Почти все дефекты отображаются по длине, благодаря постоянному процессу подачи арматуры. Определение длины таких дефектов достаточно просто.
Отношение числа импульсов (если они превышают откалиброванную амплитуду) к плотности импульса приводит к появлению фантомной длины. Чтобы избежать псевдо значений, например, от царапин на поверхности, счетчик импульсов должен быть установлен на число, соответствующее качеству материала. До активации сигнала тревоги минимально установленное число импульсов должно превысить пороговое значение.
Арматура:
Диаметр (D) 10 - 90 мм
Состояние концов - машинная резка, без шероховатостей
Отклонение от прямолинейности – максимум1 мм/м
Состояние поверхности – машинная обработка (желательно)
Овальность - максимум. 1% от D
